 English
English русский
русский

Design Tips of Vacuum Venting Mold
There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm machine and radiotube, the mold design and manufacturing way will be different comparing with the regular mold;

There are many advantages of vacuuming venting, but there are some tips should be paid attention:
- The vacuuming mold ill e e nin ot which can not connect w the air, all venting slot will be sealed by sealing ring to isolate from outside;
- There will be a sealing ring on the parting surface of the vacuuming mold ( as shown in pictur 1 ), its function is to isolate the connection between the cavitynd the outsid;
- Except for the connecton between the gate an the cavity the rest of the mold is sealed to prevent air from being carried out during vacuuming;
- All ejector pin and ejector rod should be sealed by sealing ring ( as shown in picture 2 );
- All the inserts and the bottom of the insertneed to be sealed by sealing ring;
- A vacuum solenoid valve control switch should be added to the mold;
- After the mold is closed, the vacuum system starts to pumping function before mold injection.

Popular USM Injection Molds


_20250310164515A048.webp "Voice Operated Switch Mold")
Related News about USM Injection Mold
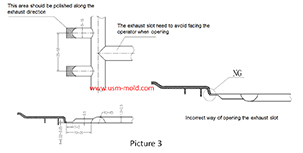
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view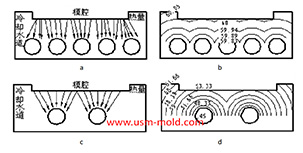
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
The T slot of slider and guider designing tips
Dec 18, 20231. The T slot of slot should be designed according to the picture 1, If there is a relatively high slider, the slider T slot is not high enough which will cause the center of gravity to be unstable,...view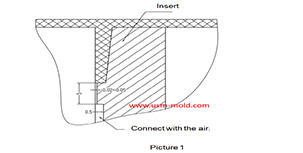
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view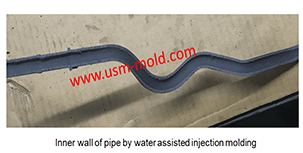
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view
Plastic injection mold runner system design points
Jan 9, 2022When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically...view