 English
English русский
русский


Plastic injection mold common cooling gate
1. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing. It is commonly used on molds with thinner walls and larger areas, which shows in picture 1.

2. Annular cooling water gate: this cooling water gate is suitable for round inserts parts, where there is ejector pin and plastic material in the insert and cannot be used for cooling methods such as water well spraying, the common structure is shown in picture 2, we shold we should try to avoid the sealing ring being worn and worn by the cutting during assembly.

3. Heat conduction rod type: for some slight cores, conventional water transportation, spraying and water well cooling cannot be used, and heat conduction rods can be used to transfer the heat from the melt to the core, and then the cooling water carry out the heat from the mold, as shown in picture 3, the material of the thermal conductive rod is usually beryllium copper.

4. Baffle board cooling water gate: the baffle board is often used in deep cavity molds, this type of mold has a large core length and absorbs a lot of heat from the plastic melt, but the width or diameter is small and common, the cooling water gate is often unable to go up, and the ideal effect can be achieved by using a baffle board, as shown in picture 4.

5. Cooling pipe type: the cooling pipe is the same as the baffle board for deep cavity molds, or places where the cooling water channel is difficult to reach but has a large amount of heat accumulation, this kind of cooling water gate needs to use a cooling pipe, it is not as pupular as baffle board in normal design, as shown in picture 5.

6. Spiaral baffle board: it is normally used as same cooling pipe and baffle board, but the cooling is better, it needs to add spiral pillar or spiral piece, as shown in picture 6.



_20250310164515A048.webp "Plastic Switch Mould")

Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view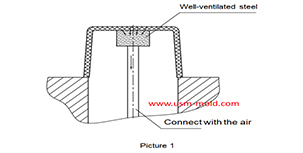
Well-ventilated steel of venting design for molded parts
Mar 14, 2022Well-ventilated steel is a sintered alloy, iIt is a porous material sintered with spherical particle alloys, the pore size is 7-10μm and the strength is poor, but the texture is loose which allow the...view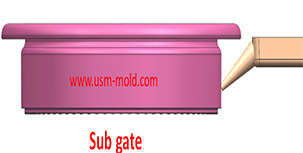
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view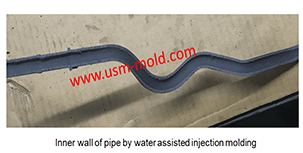
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view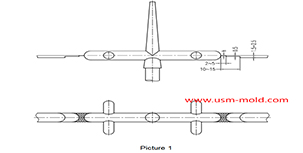
Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view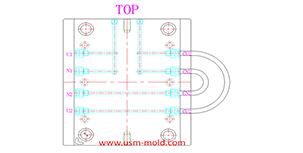
Different treatment of plastic injection mold cooling system principles
Feb 22, 2022Different treatment principle: 1. The mold temperature is different according to the different plastics, when the plastic requires the molding temperature of the mold to be ≥80°C, the mold must be...view