 English
English русский
русский

Slider spring hength and strength calculation
Processing size:
1. ØD2=ØD+2
2. Ll = total spring length (L) - preload value of spring (N) - slider core pulling distance (L2)
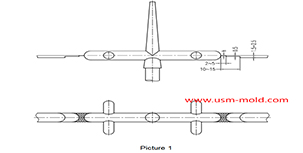
Spring length calculation: (refer to picture 1 for length calculation)
★L≥H/(36%(compression percentage)-10%(pre-compression percentage)
Assuming the core pulling distance (L2)=15m, the total length of the spring L≥15/(36%-10%)=15/0.26=57.7
As we can see that the total length of the spring (L) should be taken as 60mm
Spring hole depth L1=L-L*10%-L2=60-60*10%-15=39mm

Strength requirements of the slider spring:
1. When the spring is applied to the core pulling of the slider, the load strength must be checked;
2. The weight of the slider on the top side must be kept within 2/3 of the maximum load of the spring; the weight of other sliders must be kept within the maximum load of the spring;
3. When the same slider uses multiple springs, the maximum spring load of the slider is the sum of the loads of all springs;
4. When calculating the maximum load of the slider spring, the compression amount should be in the pull-out state of the slider;
The spring load is calculated as follows:
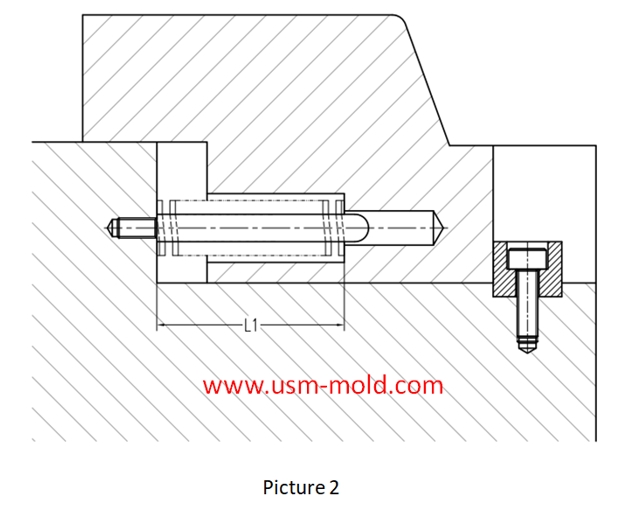
Picture 2:
1. The slider is in the extracted state, so the length of the spring after being compressed is L1;
2. Assume that the free length of the spring is L;
Calculation way of spring load: load = spring constant X compression
That is: load = spring constant X (L-L1)
The spring constant can be obtained from the standard parts data of the corresponding brand (such as MISUMI);



Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view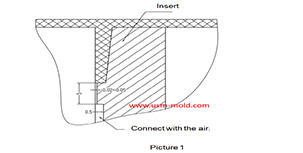
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view
Five Major Steps of the Injection Mold Production Process
Dec 9, 2021Injection mold manufacturing can be roughly divided into the following steps: Process analysis of plastic products. Before the mold design, the designer should fully analyze and study whether the...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view