 English
English русский
русский

Comparison of water-assisted and gas-assisted injection molding
Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid and the other is gaseous nitrogen, water is incompressible but gas does. The viscosity of water is higher than gas, and the thermal conductivity of water is 40 times than gas, the heat capacity is 4 times than gas. Although the theory of water-assisted and gas-assisted injection molding are the same, most technicians believe that water-assisted injection molding will not replace gas-assisted injectin molding,it depends on the application and mold.
.png)
The advantages of water-assisted injection molding and gas-assisted are as follows:
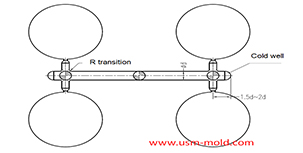
1. Shorten the cooling time of part significantly. Water-assisted injection molding is to inject high-pressure (30Mpa) water at a certain temperature (10~80℃) into the cavity and core, so the water can directly cool the product from the cavity and core of the product wall thickness, and this kind of cooling is sufficient cooling that acts uniformly from the inside to the outside of the product shape, and the effect is good, so the molding cycle of the product can be greatly shortened. Studies have shown that the cooling cycle time of water-assisted molding is only 25% or even lower than gas-assisted molding, for a product with a molding diameter of 10mm and a wall thickness of 1.0~1.5mm, the gas-assisted molding time is 60s, while the water-assisted molding time takes 15s; for a product with a molding diameter of 30mm and a wall thickness of 25-3.0mm, the gas-assisted molding time takes 180s, while the water-assisted molding time only needs 40s;
2. Make larger hollow section realized. Because water-assisted injection molding can be produced by two processes, the projectile method and the water injection method, the projectile method only needs to increase the diameter of the bullet to produce large-diameter hollow pipe products.
.png)
3. The inner wall is smooth, and also uven cooling makes the part deformation smaller. Since the water temperature used in water-assisted molding is much lower than the melt temperature, the interface between the water injected into the mold cavity with core side, and the high-temperature melt will immediately form a smooth, high-viscosity cured film due to the rapid decrease in the melt temperature, and solidify The water inside the membrane is uniformly pressed outward under the action of pressure, and the wall thickness of the product that has not been solidified is compressed and thinned, but the water will not penetrate the solidified membrane into the wall thickness, and the melt on the front side of the water flow is under the action of water pressure, moving forward makes more melt flow forward, so as to obtain a product with a thicker wall and a smooth inner surface;
4. The wall section is more even. During gas-assisted injection molding, due to the poor heat transfer and low cooling rate inside the cavity and core of the product, a coarser crystalline structure will be formed on the inside. On the contrary, when water-assisted injection molding, because of the good cooling effect of water on the inside, the internal structure of the product is similar to that of normal injection molding, that is the material structure in the product section is more symmetrical and the product has a smaller crystal phase structure.
5. The water cost is low and easy to get when using water assisted injection molding.
Potential disadvantages of water assisted injection moulding:
(1) Water leakage causes the mold to to rust and electronic components are prone to short circuits. Since the electronic components such as the hot runner and pressure sensor on the mold will short-circuit and burn out when they come into connect with water, water-assisted injection molding is easy to control due to the inability to control the pressure and water volume at the beginning of the debugging, it will cause water to flow to the mold and electronic components and cause damage to the electronic components, if the mold cavity and core side is often exposed to water, it will rust and cause the mold to be polished and maintained frequently;
(2) The water injection machine is in large size. Water-assisted injection molding equipment is much larger than gas-assisted equipment, and there are currently no mature water-assisted equipment manufacturers in China, and more mature and successful commercial equipment manufacturers are produced currently in Germany, and all equipment needs to be imported;
(3) The water-assisted process has bigger limitations than the gas assisted injection molding process, and it is not suitable for all parts;
(4)There are fewer materials for water-assisted injection molding, and new materials need to be developed specifically for water-assisted molding. Many materials need to be tested and improved many times before use. The earliest water-assisted molding plastic was developed by BASF. The PA66+GF30 is used to form the engine cooling manifold of Volkswagen’s EA888.

_20250310164515A048.webp "Visual Doorbell Housing Mold")

Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
Direct gate of plastic injection mold runner system design
Jan 19, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view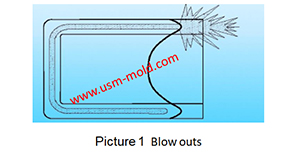
Gas-assisted injection molding product defects and solutions
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view
Controling method of plastic injection mold temperature
Feb 15, 2022Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat...view
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view