 English
English русский
русский


Design principles of plastic injection mold runner system
1. Quality first
The design of the gating system has a big influence on part quality, firstly the gate should be set at the easiest part of the plastic part to be removed, and at the same time, the appearance of the plastic part should not be affected as much as possible. Secondly, the gate position and type will directly affect the molding quality of the plastic parts, an unreasonable gating system will cause the defects such as weld marks, poor filling, flow marks, and even lead to the mold failure.
2. Filling balance
In a single-cavity injection mold, the distance between the gate position and each part of the cavity should be as equal as possible, so that the melt fills all corners of the cavity at the same time; in a multi-cavity injection mold, the runner to each cavity should be as equa as possible, so the melt can fill all the cavities at the same time. In addition, the same plastic parts should be feed from the same position to ensure their interchangeability.
3. Smallest volume
The arrangement of the cavities should be as compact as possible, the flow of the gating system should be as short as possible, the cross-sectional shape and size of the runner should be reasonable, and the smaller the volume of the gating system the better, it has the following advantages:
①The less the heat and pressure loss of the melt in the gating system;
②The mold venting is better;
③The mold absorbds the heating less from gating system, the mold temperature control is easier;
④The shorter time of melt flows in the gating system, the mold cycle is shorter;
⑤The less aggregate in the gating system, the less plastic wasted;
⑥The mold size is smaller.
4. Shortest cycle
In the case of a mold with one cavity, it should be ensured that the melt fills all corners of the cavity in almost the same time; when a mold with multiple cavities, it should be ensured that each cavity is filled in almost the same time. In this way, the molding quality of the plastic parts can be guaranteed, and the injection cycle can be minimized. When designing the gating system, we must also try to reduce the resistance of the melt and increase the filling speed of the melt. The runner should reduce the bending, and the arc transition should be used as much as possible when turning. However, in order to reduce the resistance of the melt, it is often not advisable to polish the surface of the runner to a very low roughness, because the appropriate roughness can leave the cold material at the front of the melt on the wall of the runner (runner wall Equivalent to countless miniature cold slug holes). In general, the surface roughness Ra of the runner can be 0.8~1.6μm.

Typical gating system



Plastic molding shrinkage rate
Dec 30, 2021Plastic parts getting smaller by shrink, due to the temperature decrease during the molding process, and the shrinkage is expressed by the shrinkage rate, it is common plastic shrinkage rates are...view
Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view
What is Plastic Injection Mold?
Dec 27, 2021The plastic mold is used for injection molding, it is assembled with cavity, core and side slider together, with ejection system and adjustments to produce plastic products by different shapes and...view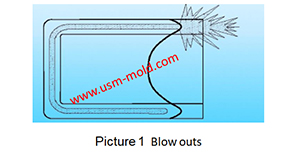
Gas-assisted injection molding product defects and solutions
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view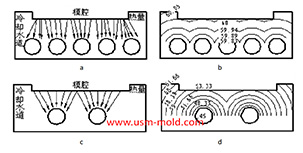
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view