 English
English русский
русский


What is Plastic Injection Mold?
The plastic mold is used for injection molding, it is assembled with cavity, core and side slider together, with ejection system and adjustments to produce plastic products by different shapes and sizes.
The meaning of plastic injection mold:
1. It is suitable for mass production, the mould life is normally in 500-1000K shots, so injection mold is suitable to produce high volume products;
2. The product quality is stable since the mass production mold is made of hardened steel, so the product size and shape are very precise, with suitable injection machines and moulding parameters and production management, the product dimensions will be the same all the time.
3. The molding cycle is short and the production efficiency is very quick, the fastest injection cycle can be achieved within 3 seconds, only the plastic injection mold can meet the production demand if the volume of the products is very large;
4. It has a wide range of adaptability, the mold steel can be chosen according to the different product quantities in order to save mold cost like we normally use 1.1730 and S50C for prototype molds, and the mold life can be reached to 10k shots. But for other large quantities, we will use 1.2343, 1.2344, 1.2738, 718, 718H, 738, 738H, S136, S136H, SKD61,8407, NAK80 and H13 to make different plastic material parts.
5. It is suitable for automatic production to reduce labour costs and unstable factors.

Injection mold classification:
There are many ways to classify plastic injection mold, according to the plastic material which can be divided into thermoplastic and thermosetting injection molding, we will talk about thermoplastic injection molds as below, and the injection machine can be divided into horizontal injection molding machines and injection molding for vertical injection molding machines, and Greek injection molding machines, etc.

The injection machine can be divided into the following according to different structures:
1. Single parting surface injection mold: it is also called two-plate injection mold which is the simplest injection mold;
2. Double parting surface injection mold: it is also called three-plate injection mold, it has 2 parting surfaces, one parting surface used for picking up the part, the other one used for gating system;
3. With lateral parting screwing injection mold: when the part side contains holes convex or concave structural features, the mold will need to design the side un-screwing (or crosswise) to pick up the plastic part;
4. Multi-layer injection mold: The mold contains two or more layers of cavities which will be overlapping manner, this type of mold is suitable for small parts, it can increase 80% output comparing the normal mold, but the injection machine requires a larger mold opening stroke, it is also called stack mold;
5. Zero runner injection mold: zero runner injection mold is also called hot runner injection mold, the plastic material will always keep in liquid in the runner by heating so that the pressure is transmitted well and there is no cold runner left after demolding, it can save plastic raw materials and improve production efficiency and product quality.



Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view
The difference between full shot and short shot of gas-assisted injection molding
Apr 13, 2022Gas-assisted injection molding can be divided into short shot and full shot. Short shot The short shot method is shown in picture 1, it is suitable for thick-walled plastic parts with low mold filling...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view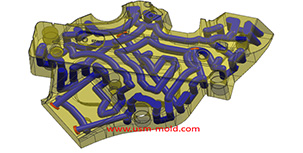
Plastic cooling factors by injection parameter
Feb 10, 20221. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately...view