 English
English русский
русский


Plastic cooling factors by injection parameter
1. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately proportional to the square of the thickness of the plastic product, or proportional to the 1.6th times of the biggest runner diameter, that is the thickness of the plastic product is doubled, and the cooling time is increased by 4 times.
2. Mold materials and cooling methods: mold materials, including mold core, cavity materials, and mold base materials have a big influence on the cooling rate, the higher the thermal conductivity of the mold material, the better the effect of transferring heat from the plastic per unit time, and the shorter the cooling time.
3. Cooling water pipe configuration: the closer the cooling water pipe is to the mold cavity and core, the larger the pipe diameter and the larger the number, the better the cooling effect and the shorter the cooling time.

4. Coolant flow rate: the larger the cooling water flow rate (generally to achieve turbulent flow), the better the effect of cooling water to take away heat by thermal convection.
5. The nature of the coolant: the viscosity and thermal conductivity of the coolant will also affect the heat transfer effect of the mold, the lower the viscosity of the coolant, the higher the thermal conductivity, and the lower the temperature, the better the cooling effect.
6. Plastic selection: plastic refers to the measurement of the speed at which plastic conducts heat from a hot area to a cold area, the higher the thermal conductivity of the plastic, the better the heat conduction effect, or the lower the specific heat of the plastic, the temperature is prone to change, so the heat is easily dissipated, the heat conduction effect is better, and the required cooling time is shorter.

7. Processing parameter setting: the higher the material temperature, the higher the mold temperature, the lower the ejection temperature, and the longer the required cooling time.
8. The designed cooling gate should ensure the cooling effect is even and fast , the purpose of designing the cooling system is to maintain proper and efficient cooling of the mold, cooling holes should use standard sizes to facilitate processing and assembly.
9. When designing the cooling system, the mold designer must determine the following design parameters based on the wall thickness and volume of the plastic part-the location and size of the cooling hole, the length of the hole, the type of hole, the configuration and connection of the hole, and the flow of cooling liquid speed and heat transfer properties.



_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view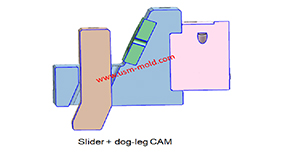
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view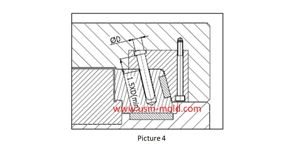
The common fixing method of angle pin
May 10, 2024The angle pin is a common part of the drive slider, and the fixing and installation methods as following: 1. Pass through the mold plate directly and press the angle pin with the top plate to fix it,...view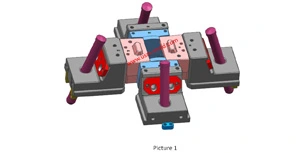
Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view_20250317091228A019.jpg)
Main application of gas-assisted molding technology
Apr 7, 2022Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the...view
Side gate of plastic injection mold runner system design
Jan 23, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view