 English
English русский
русский


The design requirements of slider wear plate
1. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC;
2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);
3. The minimum surface of the back wear plate is required to be more than 2/3 higher than the forming surface (see picture 1 L1≥2/3L);
4. The highest surface of the back wear plate is required to be ±10mm from the highest forming surface (see picture 1);
5. If the length and width of the slider are more than 100mm, in order to ensure that the force of the slider is uniform and does not shift after the mold is closed, the top surface of the slider must be designed with necessary parallel blocks (see picture 1);
6. When the side of the slider and the core side are inserted with a slope (see picture 2), the contact surface must be inserted with wear plate.

_20250311083139A052.webp "Transparent PC Injection Mold")


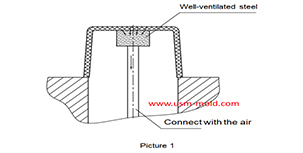
Well-ventilated steel of venting design for molded parts
Mar 14, 2022Well-ventilated steel is a sintered alloy, iIt is a porous material sintered with spherical particle alloys, the pore size is 7-10μm and the strength is poor, but the texture is loose which allow the...view
Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view
The principle of mold temperature balance in plastic mold cooling system design
Feb 21, 2022The principle of mold temperature balance: 1. Due to the complexity of the plastic parts and mold structure, it is difficult to make the temperature of the mold completely consistent, but should be...view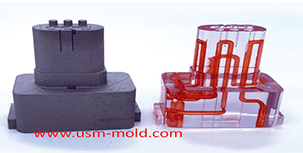
Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view