 English
English русский
русский


The basic points of designing gas-assisted injection molding

1. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel;
2. The gas channel should be arranged in balanced and cannot return back;
3. The layout of the gas channel should be consistent with the main material flow direction, and a larger fillet radius should be used at the corners;
4. The gas nozzle should be placed at the farthest place from the last filling place of the plastic, and placed at the wall thickness area, keeping a distance of more than 20mm from the gate;
5. When the gas is injected, it must be a clear flow direction and it can go to the end of the gas channel;

6. The size of the gas channel is very important, generally 2~4 times than the wall thickness, if the gas channel is too big will cause welding line and air trapping, and if gas channel is too small will cause the gas flow out of control;
7. The cooling should be as even as possible, and the temperature difference between the inner and outer part should be as small as possible, then make a block in half diameter gate area to control the gas flow speed in different directions.

_20250310164515A048.webp "Voice Operated Switch Mold")

Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view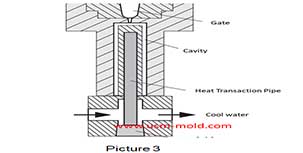
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view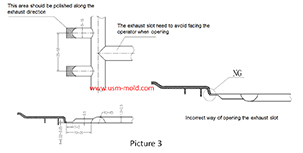
Design standard of exhaust slot
Mar 3, 2022The exhaust system should ensure that the gas in the cavity is smoothly discharged, and also prevent the material from entering and exhausting channels from causing flashing of the product or blockage...view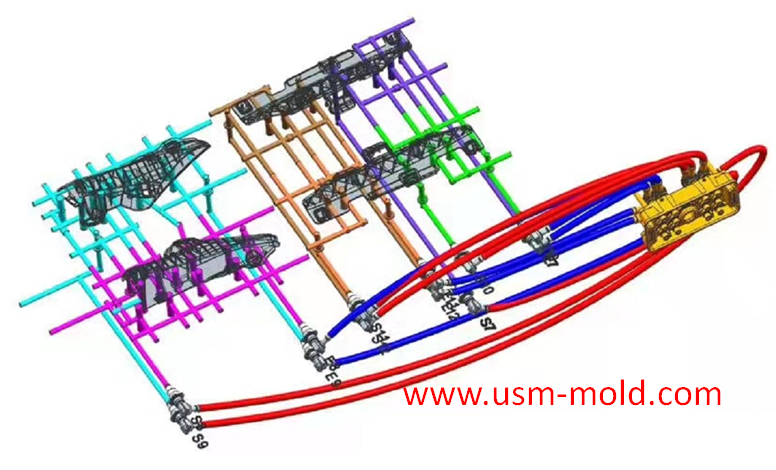
Temperature system of injection mold
Feb 8, 2022Hi everyone,the mold cooling time is the longest during injection, so the design of mold temperature system controlling is very important, we will talk about mold cooling, heating system in following...view
Limitations of gas-assisted injection molding technology
Apr 25, 2022Gas-assisted injection molding technology has obvious advantages in thick wall thickness and pipe parts, but this technology still has many limitations, which are mainly reflected in the following...view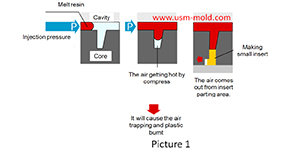
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view