 English
English русский
русский


Plastic injection mold cooling system design notice
Design notice of designing the cooling system:
1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer;
2. Using less sealing ring when design the cooling gate system, and the water pipe is better to be two-way straight, which is convenient for repairing when it is blocked. Note that the seals and faucet pipes are prone to water leakage and water seepage, and the dimensional tolerances of the sealing grooves should meet the requirements;
3. When using PE or other materials, because of the big molding shrinkage, the cooling gate should be arranged along the shrinking direction to make the plastic parts not easy to deform. The water channels are arranged longitudinally according to the arrangement direction of the cavity and core;

4. When the mold has only one water inlet and one water outlet, the cooling pipes should be connected in series, if parallel connection is used, the flow resistance of each circuit is different, and it is difficult to form the same cooling conditions. When parallel connection is required, a water volume adjustment device, flow meter and flow meter should be installed in each loop;
5. If the cooling effect is not good and the structure is restricted by the shape of the structure, in order to improve the cooling effect, consider choosing a material or structure with good thermal conductivity, such as beryllium copper, copper alloy, or a thermal conductive rod structure. The cavity, the core, inserts, and sliders must be cooled by every means if neccessary;
.jpg)
6. The inlet pipe joint area is marked with red, and the outlet pipe joint is marked with blue;
7. In the position near the cooling water inlet and outlet of the cavity with core side, mark the entry "IN" and the exit "OUT" in English; and mark the water gate accordingly.
_20250310164515A048.webp "Visual Doorbell Housing Mold")



Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view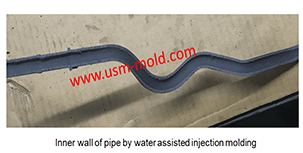
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view
Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view_20250317091113A018.jpg)
The basic points of designing gas-assisted injection molding
Apr 17, 20221. Firstly, considering the suitable wall thickness areas needs to be injected and hollowed out, and then decide how to connect them with the gas channel; 2. The gas channel should be arranged in...view_20250317091228A019.jpg)
Main application of gas-assisted molding technology
Apr 7, 2022Gas-assisted molding has a particularly obvious effect on the material saving of tubular and rod-shaped plastic parts, such as car handles, seat armrests, window frames, and wood-like furniture, the...view