 English
English русский
русский

The air trapping position in cavity and exhaust method
The air trapping in cavity is usually in the following places:
1. Thin-wall structure cavity, the end of melt flow;
2. The junction of two or more melts;
3. The last area where the melt in the cavity reaches;
4. The bottom of the blind hole of the mold cavity is mostly the end of a solid column in the part;
5. Reinforcing ribs of molded parts and the bottom of screw pillars;
6. Dead corners of complex mold cavities.
.png)
Exhaust method in injection mold include as following:
1. Parting surface (including venting slot);
2. The fitting surface of insert;
3. The fitting surface of the push rod or pipe with inner mold insert;
4. Exhaust from side core pulling mechanism;
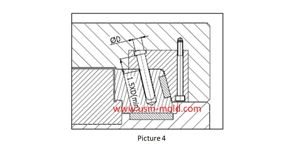
5. Add a vent needle or insert to vent the air in the trapped area;
6. Breathable steel exhaust;
7. Air valve exhaust;
8. The mold is evacuated and exhausted.
_20250310164515A048.webp "Plastic Box Mould")


The common fixing method of angle pin
May 10, 2024The angle pin is a common part of the drive slider, and the fixing and installation methods as following: 1. Pass through the mold plate directly and press the angle pin with the top plate to fix it,...view
USM Blogo Opening
Oct 27, 2021Hello everyone! Our blog is open today, it is very glad to have the opportunity to meet you here, welcome to visit us whenever you need. USM is a professional plastic injection mold and molding...view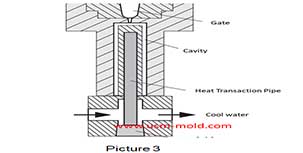
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view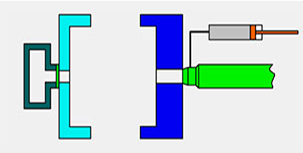
The difference between full shot and short shot of gas-assisted injection molding
Apr 13, 2022Gas-assisted injection molding can be divided into short shot and full shot. Short shot The short shot method is shown in picture 1, it is suitable for thick-walled plastic parts with low mold filling...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view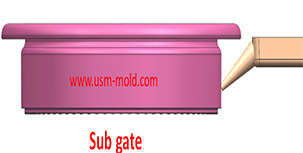
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view