 English
English русский
русский

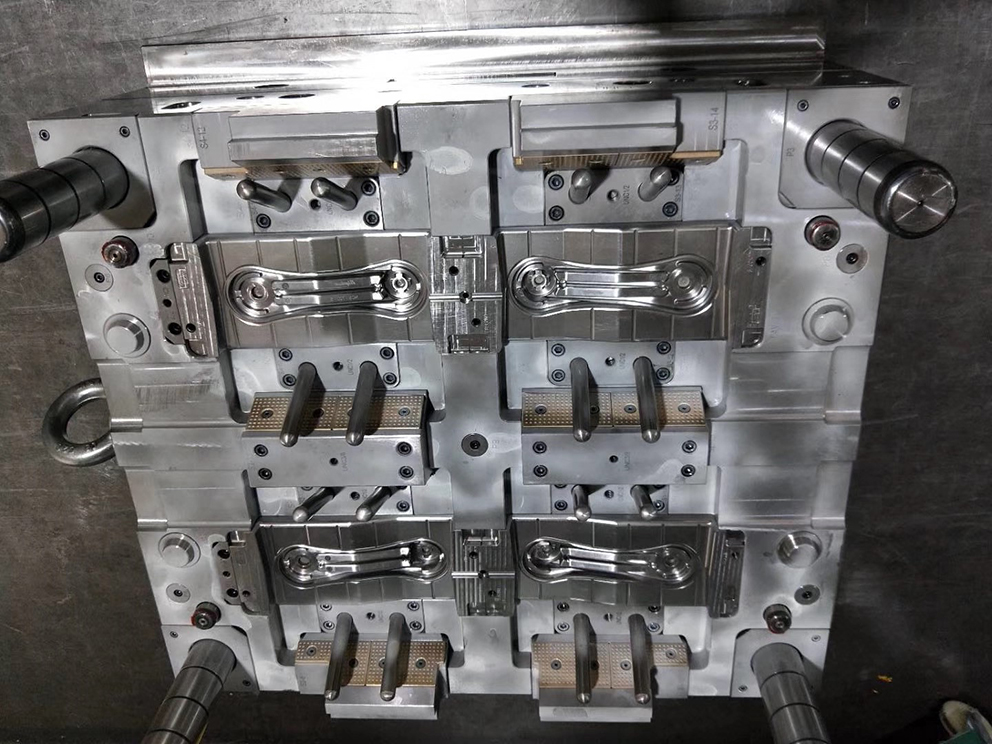
3 Precision Molds Are Ready To Ship Germany
After 2 months later, the 3 molds have been finished and ready to ship. From DFM report to mold design to manufacturing and T1 samples were provided in 6 weeks.
It is our honor to be the business partner of this German customer since April 2021, It is our honor to receive 2nd order from our customer. At the first time, the customer purchased 1 mold from us as a trial order, but after he received the T1 samples, he was very impressed with our engineering and service, and then start the following order.
The material is PC+ABS in V0 class which is easy to corrode mold, so we used the import mold steel by ASSAB, the cavity was made by HRC 50-52 heat treatment, and the core was made by HRC 50-52 heat treatment, the injection system was used hot runner by the direct gate of Yudo, non-standard mold base of LKM, the spare parts were all used by DME, we made the mold flow analysis before mold manufacturing to testing in advance, we found that the part would be about 0.4mm deformation, so the engineer made an adjustment and testing the temperature difference by cavity and core side, so the T1 samples had very good result when we finish the mold trial.
From "our hands" to "customer's hands", it takes incredible patience. Thanks to our hardworking, skilled and talented team, to realize a project from an idea to a finished product.


_20250310164515A048.webp "PLC Controller Shell Mold")



Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view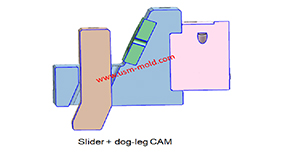
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view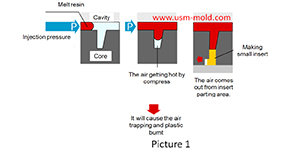
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view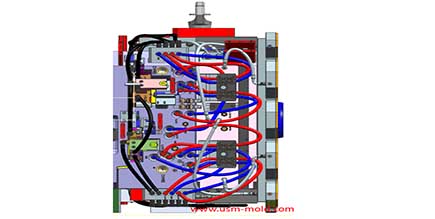
Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view
Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view