 English
English русский
русский


Pin-point gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed.
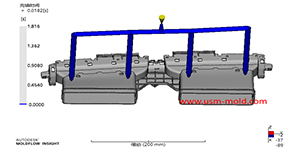
Pinpoint gate: a pin-point gate is a gate whose cross-sectional shape is as small as a pin point (as shown in picture 1), because the gate is very small, the shear rate of the body is significantly increased, and the viscosity of the melt is greatly increased, lowering is conducive to mold filling, and is particularly effective for plastic bodies that are sensitive to shear rate, such as ABS, PS, AS, etc.; when the plastic melt passes through a small gate due to intense friction and heat, the temperature of the melt increases, and the viscosity of the melt is again decrease makes the fluidity of the melt better; because the gate is small, it is convenient to separate the plastic part from the condensate, which is conducive to automated production; since the point gate mold has an extra runner plate, the gate position can be selected more freely. For plastic parts with big projection area or easy to deform, multi-point feeding can be used to improve the molding quality of plastic parts. For a mold with multiple cavities, it is easy to achieve the balance of each cavity.
Advantage:
1. The gate can be automatically cut off, eliminating the need for subsequent processing and realizing automated production;
2. The gate position and the surface of the product can be made in multiple directions;
3. The gate mark is small, which has little effect on the appearance of the product;
4. The gate can be injected at multiple points, the stress and deformation are small.
Disadvantage:
1. Large pressure loss, because the pin-point gate is generally small, usually in the range of Ø0.8~2.0mm, a large part of the pressure will be lost when the plastic passes through the small gate;
2. The processing is more complicated, the mold base of the pin-point gate (also called the three-plate mold) needs to open the parting surface twice when opening the mold, the first time the nozzle plate and the A plate nozzle plate are opened to break thegate, and the second time the AB plate is opened to cut the gate (as shown in picture 2), so the price of this type of mold will be higher, and the structure will be more complicated;

_20250310164515A048.webp "Visual Doorbell Housing Mold")


Plastic injection mold runner system design points
Jan 9, 2022When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically...view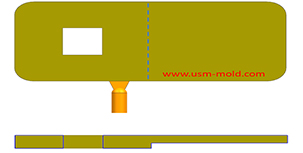
Gate position determination of plastic injection mold runner design system
Jan 17, 2022In the selection of gate location, the following issues should be paid attention to: 1. The gate position should be set at the maximum wall thickness of the plastic part, so that the plastic melt...view
Plastic part ribs desigining
Jan 4, 2022The ribs function: The role of ribs is to improve the strength and rigidity of the plastic parts, prevent the plastic parts from being distorted and deformed, and will not cause the appearance of the...view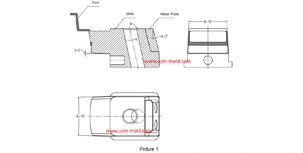
Slider angle designing tips
Dec 4, 20231. Normally, all the insertion slopes of the slider are not allowed to be less than 3° to prevent excessive self-locking force and scratched; 2. The angle of the locking surface must be bigger than...view
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
Design Tips of Vacuum Venting Mold
Mar 30, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view