 English
English русский
русский

Controling method of plastic injection mold temperature
Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat conduction. Heat transfer media include water, oil and beryllium copper, etc, sometimes aluminum alloys are also used.
The mold temperature is generally controlled by adjusting the temperature of the heat transfer medium and adding heat insulation boards and heating rods.
Lower mold temperature is generally achieved by passing warm water (about 25°C) to cavity and "frozen water" (about 4°C) to core, when the gate of the heat transfer medium, that is the cooling water gate cannot pass through certain parts, materials with higher heat transfer efficiency (such as beryllium copper, etc.) should be used to transfer the heat to the heat transfer medium.
To increase the mold temperature, it is generally achieved by passing hot water and oil into the cooling water gate, when the mold temperature is high, we can use an electric heating rod to heat it, for molds that need to be heated, in order to prevent heat loss due to heat conduction, a resin insulation board should be added to the mold panel.

In the hot runner mold, the temperature of the runner plate is required to be high, and it must be heated by a heating rod. In order to avoid the heat of the runner plate from being transferred to the cavity, which causes difficulty in cooling the cavity, the contact surface with the cavity should be minimized during design and use heat insulation sheet to insulate.
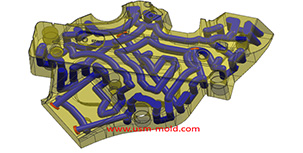
In many cases, injection molds need to be cooled, and the main way of cooling is to process cooling water gates in the mold, the main forms of cooling water channels are: straight-through water gates, circular water gates, heat-conducting water gates, diaphragm water gatesls, spiral water gatess and jet water gates. most molds are cooled by straight-through water gate in actual design, when the plastic parts shape is special, they are mostly cooled by a combination of straight-through water gates and other cooling water gates.

Factors should be considered when designing a temperature control system:
1. The wall thickness, projected area and structural shape of the molded plastic part;
2. Production batch of plastic parts;
3. The property of molded plastics;
4. The size and structure of the mold, and the insert parts;
5. The gate type and hot runner layout.



Plastic cooling factors by injection parameter
Feb 10, 20221. Plastic parts design: mainly for the wall thickness of plastic products. The thicker thickness of the product, the longer the cooling time. Generally speaking, the cooling time is approximately...view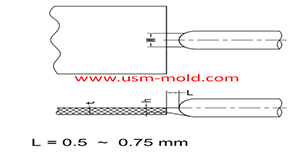
Plastic injection mold runner system design
Jan 16, 2022The gate is the connecting part between the runner and the cavity, and is also the end part of the injection mold gating system, the molten plastic enters the cavity and core side through the gate...view
Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view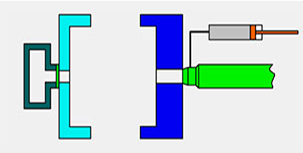
The difference between full shot and short shot of gas-assisted injection molding
Apr 13, 2022Gas-assisted injection molding can be divided into short shot and full shot. Short shot The short shot method is shown in picture 1, it is suitable for thick-walled plastic parts with low mold filling...view
Gas-assisted Injection Molding Equipment
Apr 10, 2022The gas-assisted equipment includes a gas-assisted control part and a nitrogen generator, it is special and seperate system of the injection molding machine, and its only interface with the injection...view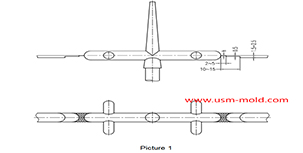
Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view